Faisabilité des trous filetés pour le prototypage rapide
Lors du prototypage rapide d'un composant, certains détails de conception sont parfois perdus. Il est courant de devoir imprimer les filets sur des trous taraudés. La résolution de l'imprimante entraîne souvent des problèmes insurmontables lors de l'impression de cette géométrie, limitant ainsi la taille du trou pouvant être imprimé en taraudage. Dans cet article, nous abordons la faisabilité des trous filetés pour le prototypage rapide.
Géométrie théorique du filetage
La forme théorique d'un profil de filetage peut être déterminée en connaissant le diamètre majeur (ou le diamètre mineur), le pas de filetage (filetages par pouce) et l'angle donné de 60 degrés pour le profil triangulaire du filetage.
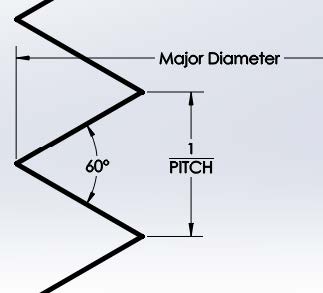
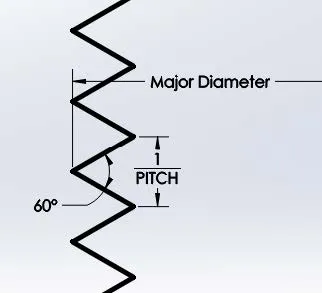
Figure 1 : Coupes transversales théoriques d'un filetage grossier (petit pas) et d'un filetage fin (grand pas).
La différence illustrée à la figure 1 montre que plus le pas de filetage augmente, plus la profondeur du filetage diminue. C'est pourquoi le pas de filetage est le facteur déterminant pour la réalisation d'un trou fileté par impression 3D ou en post-impression.
Géométrie de fil imprimée en 3D
La géométrie imprimée en 3D d'un trou fileté passe d'une surface filetée continue et lisse à des strates disjointes créant une géométrie en gradins. De plus, des problèmes de précision des machines peuvent également entrer en jeu. Des études de précision sont actuellement menées surMachines FDM signalent une fenêtre de confiance de 95 % pour une précision de ± 0,005 pouce dans les directions d'impression dans le plan (directions X et Y) avec un écart négligeable dans l'épaisseur imprimée (direction Z) qui peut descendre jusqu'à 0,005 pouce.
Trous taraudés imprimés verticaux (direction Z)
En raison des limitations de la machine, la section transversale d'un trou fileté s'imprimera de la même manière que les sections illustrées à la figure 2. La différence évidente entre ces exemples réside dans le nombre de couches utilisées par filetage. L'utilisation de plus de couches imprimées pour chaque filetage donne une meilleure représentation du filetage que l'utilisation de moins de couches. Par conséquent, la principale préoccupation pour les trous dans la direction Z est l'épaisseur de la couche par rapport au pas du trou fileté. La question devient alors : quel est le ratio minimum de couches par filetage à utiliser lors de l'impression 3D de filetages ?
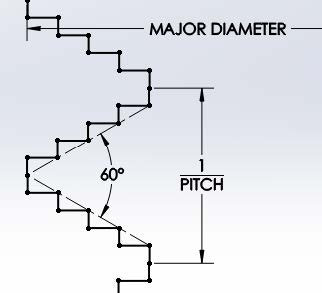
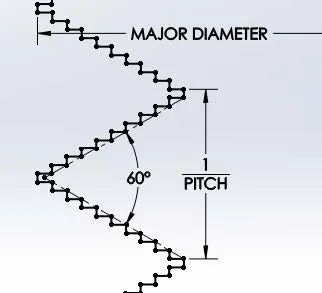
Figure 2 : Coupes transversales imprimées en 3D d'un filetage grossier (petit pas) et d'un filetage fin (grand pas).
En fin de compte, chaque couche du fil imprimé en 3D doit passer d'une couche à l'autre. À mesure que le pas de filetage augmente, la hauteur de chaque fil se rapproche de celle de chaque couche imprimée. Il est clair qu'une fois que la hauteur du fil atteint la valeur de l'épaisseur d'impression, le fil est fortement déformé et n'est plus représentatif d'un fil. Cependant, un fil imprimé ne représente pas fidèlement le fil théorique souhaité bien avant que ces valeurs ne correspondent.

Figure 3 : Profils de couches montrant 1 couche/filetage, 2 couches/filetage, 4 couches/filetage, 8 couches/filetage, 16 couches/filetage et finalement un profil de filetage continu, tous visibles en regardant vers le bas de l'axe du trou fileté.
Les diagrammes de la figure 3 illustrent le chevauchement des profils de toutes les couches responsables d'un tour de filetage. C'est le facteur déterminant pour la représentation d'un filetage imprimé en 3D. On remarque sur le diagramme qu'imprimer moins de 8 couches par filetage ne représente pas correctement le diamètre mineur du trou fileté. Dans le cas extrême où un trou fileté est imprimé avec une couche par filetage (le premier objet illustré à la figure 3), une imprimante 3D imprimerait simplement un trou droit à la valeur du diamètre majeur.
Trous taraudés imprimés horizontaux (directions X et Y)
Les trous imprimés dans les directions « dans le plan » d'une imprimante 3D ne sont pas autant affectés par l'épaisseur de la couche que par la résolution d'impression. Comme mentionné précédemment, les résolutions d'impression dans les directions X et Y peuvent descendre jusqu'à 0,005 (appelé « écart » dans ce document). Cette limite inférieure aura un impact sur la qualité des trous imprimés transversalement au plateau de l'imprimante.
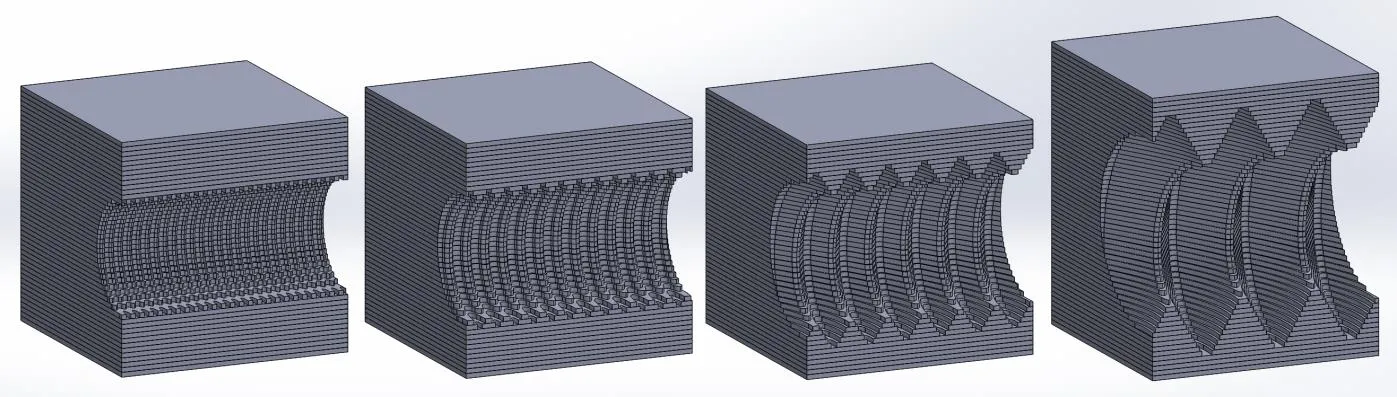
Figure 4 : Profils de couche montrant 2 fils/déviation, 4 fils/déviation, 8 fils/déviation et finalement 16 fils/déviation.
La figure 4 illustre comment, avec l'augmentation de la taille du filetage, le filetage a une meilleure qualité. Bien que même les plus petits rapports filetage/déviation aient quelques filetages le long des tailles du filetage transversal, le haut (direction + Z) et le bas (direction - Z) des filetages sont de très mauvaise qualité. Une évaluation qualitative de ces filetages indiquerait qu'avoir moins de 8 filetages/déviation donne un filetage de mauvaise qualité. De plus, le « bruit » introduit dans le filetage imprimé par les déviations dans les directions X et Y disqualifierait les modèles à 2 filetages/déviation et à 4 filetages/déviation.
Une estimation sûre supposerait un filetage d'au moins 8 fils/déviation.
Résumé des limites des fils imprimés
La recommandation ultime de ce document se compose de deux recommandations principales ; une pour les filets verticaux et une pour les filets transversaux
Limite inférieure du filetage vertical :
Limite inférieure du filetage horizontal :
Les filets ne s'adaptent pas toujours parfaitement à l'une ou l'autre de ces situations. Pour tous les autres filetages, il est donc préférable de calculer les deux recommandations de pas minimum et d'utiliser celui qui donne le pas de filetage le plus petit.
Alternatives aux fils d'impression
Pour les sujets qui ne respectent pas (ou sont à la limite) les recommandations déjà présentées, il est recommandé d'adopter d'autres approches d'impression. Voici quelques alternatives :
Filetage de taraudage :Avant l'impression 3D, le modèle est ajusté pour remplacer les trous à filetages modélisés par des trous de dégagement ou de guidage simples. Après les opérations d'impression normales, le trou de dégagement peut être percé et taraudé manuellement pour créer un ensemble de filetages relativement propre, même à des pas de filetage plus élevés. Ces filetages seront probablement purement esthétiques, car les couches imprimées poseront toujours des problèmes structurels.
Application d'un insert fileté :Avant l'impression 3D, le modèle devait être ajusté afin de remplacer les trous filetés par des trous de dégagement permettant l'installation d'inserts filetés après l'impression. Ces inserts filetés, généralement collés, constituent la solution la plus robuste pour la pose de filetages sur un modèle imprimé en 3D.
Articles connexes
Impression 3D avec la série F123 : matériel, logiciels et matériaux
Combinaisons de pointes et de feuilles de construction Fortus : tutoriels d'impression 3D

À propos de Ryan Dark
Ryan fait partie de l'équipe de support technique de GoEngineer depuis février 2008, où il fournit principalement un soutien pour tous les logiciels FEA et CFD proposés par SolidWorks. Son distinction la plus récente est le titre d'Ingénieur d'application élite décerné par SolidWorks Corp.
Recevez notre vaste gamme de ressources techniques directement dans votre boîte de réception.
Désabonnez-vous à tout moment.